常州市超星电器有限公司,电机壳、电器外壳钣金加工厂家。
136-0611-2373


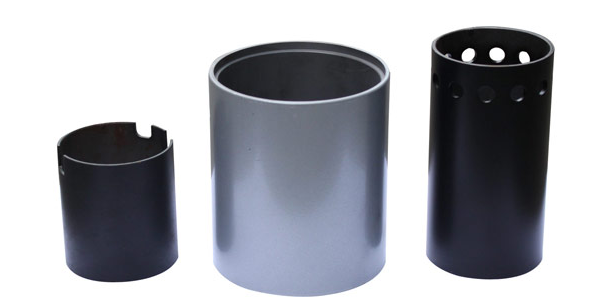
我们是一家专业从事生产电器结构件(钣金件),不锈钢、铝型材电机机壳,钢管卷制、拉伸电机外壳,并对外进行激光切割加工的企业。下面我将为大家介绍一下铝型材电机外壳的应用特点。

电动机的外壳有电是什么原因?许多人都遇到过电机外壳带电的情况,轻则会给我们的身体带来不适,重则危害生命安全。电机外壳带电,虽然不影响电机的正常运行,却会给我们带来很大麻烦。下面就为大家介绍电机外壳带电的原因及处理方法。

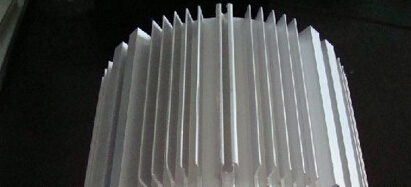
相信不少的朋友都不清楚,使用铝合金电机外壳的优点有哪些?下面就为大家介绍一下铝合金电机壳的优点。1.散热性好:电机在工作过程中,由于高速运转,电机本身产生的高温需要释放,我们知道铝的热容量很强,所以目前的电机制造商不得不选择铝壳作为电机外壳。2.使电机更轻:金…

电机外壳主要是为了保护内部的移动部件(既不受损坏,又不造成损坏),在很多情况下还可以提供接地源。 而且大多数(如果不是所有的)电机都需要安装,并且壳体可以提供安装孔或其他方法。

不锈钢机壳加工主要是冷拉工艺,磨砂工艺,精细精细压花工作。冷拔不锈钢沉模铸造工艺不需要涂层,坚韧耐用,常用新的、^低的价格。这两种技法克服了水痕和划痕的缺点,还具有良好的吸音性、外观跳动性,价格相对较高。

传统的铝镁合金钣金件加工工艺中,铝棒采用转动剥皮法,加工效率低,铝棒直径较大,耗时耗时。去皮的镁合金加工,铝棒经过冷却过程,框架式运输,炉温升高,然后进入挤出机后续步骤,在此期间产生的二次污染是不可避免的。
第三种方法是测量伴随钢片的表面轮廓,例如在粗糙钢片上使用相同的磨料和压力进行喷砂清理的测试板。这个程序在核电行业已经被接受了多年的铸铁电机外壳的涂装。
电机机壳加工过程是利用自动化操作,在过程中不是很负荷,但质量肯定是保证的。机壳加工是一个严格的过程,不同作用的机壳根据工艺流程采取相应的性能。电机机壳加工过程根据材料的加工顺序,形状等决定,因此,它正在改变我们要看情况。

一个电机技术员解释图纸,开发适当的图案,切割和成形手工和机器复杂的形状和组装成片材料。他或她在一系列包括黑色和有色金属材料的材料中工作,因此需要了解所有这些材料的连接和固定。
在电机日常的操作中,壳体起到一对梁的作用,在由内收肌和韧带施加的相反的应力下加载。随着新的层被添加到其不断增长的内部表面,产生的应变被嵌入壳中。试图破碎壳体或者通过暴力内收来防止它被打开所引起的应力分布是不同的。
钣金加工中出现的误差通常是实际几何参数与理想几何参数之间的偏差。加工误差越小,符合度越高。偏差越小,加工精度越高。因此,处理的误差大小反映了精度的高低。我们来介绍一下在钣金件加工中常见的错误:

近几年来,各行业铝用量不断增加,诸如重量轻和良好的机械性能等有利特性使得铝在许多情况下适合于替代钢。铝因其有利的特征而被用于许多领域。激光切割与铝合金也可一起工作,它易于加工,具有吸引力的表面和壮观的弯曲可以获得与此材料。然而,在铝板机壳制造中必须考虑到一些方面:


工厂地址
江苏省常州市横林镇狄坂村创业路5号

24小时服务热线
136-0611-2373

办公电话
0519-88784795
